 立即(ji)咨詢
立即(ji)咨詢
 産品(pǐn)詳細
産品(pǐn)詳細
核心(xin)優勢與價(jia)值:
* 真正意義(yi)上的“分揀(jian)到包”!同批(pī)次生産的(de)訂單在前(qián)段🐉無需整(zhěng)理區分訂(ding)單号、客戶(hù)和櫃子,用(yòng)戶在打包(bao)⭐前應用冠(guàn)雲預㊙️分包(bāo)軟件即可(kě)将訂單号(hao)、客戶、櫃子(zǐ)💋分開,同時(shi),軟件将每(mei)個闆件要(yào)🏃🏻打在哪一(yi)包、放置在(zài)該包裝的(de)哪一層的(de)✂️哪一個位(wèi)置、是否需(xū)👈要放置填(tián)充物以及(jí)填🛀充物的(de)放置位置(zhì)和方向❤️均(jun1)通過圖象(xiang)顯示,工人(ren)按指示打(dǎ)包即可。
* 支(zhi)持市面上(shang)各種不同(tóng)拆單軟件(jian),與用戶使(shǐ)用的拆單(dan)軟件無縫(feng)對接。
* 用戶(hù)可根據工(gong)廠實際情(qing)況設定适(shi)合自己的(de)包裝方式(shì),可自由設(shè)定每包重(zhòng)量、是否加(jia)泡沫、是否(fǒu)加護角等(deng)。設定包裝(zhuang)允許❤️的最(zuì)高高度、最(zui)大重量等(deng)相關數據(jù),避📧免因包(bāo)裝過重物(wù)流拖拽、過(guo)輕抛甩等(děng)導緻的物(wu)流損壞風(fēng)險。
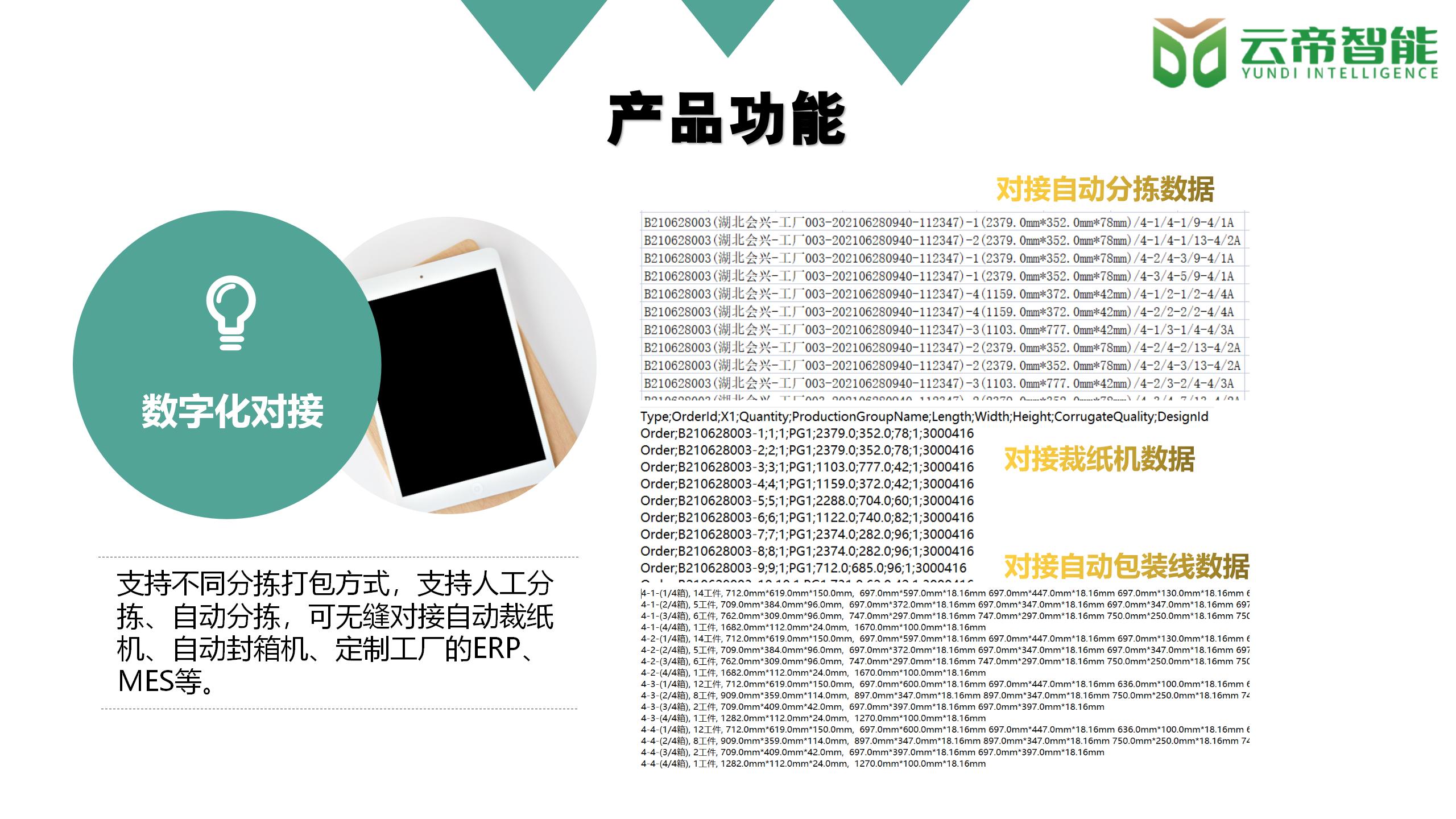
* 支持不(bú)同分揀打(dǎ)包方式,支(zhī)持人工分(fen)揀、自動分(fèn)揀,可無縫(féng)對接自動(dong)裁紙機、自(zi)動封箱機(jī)、定制工廠(chang)的♋ERP、MES等。
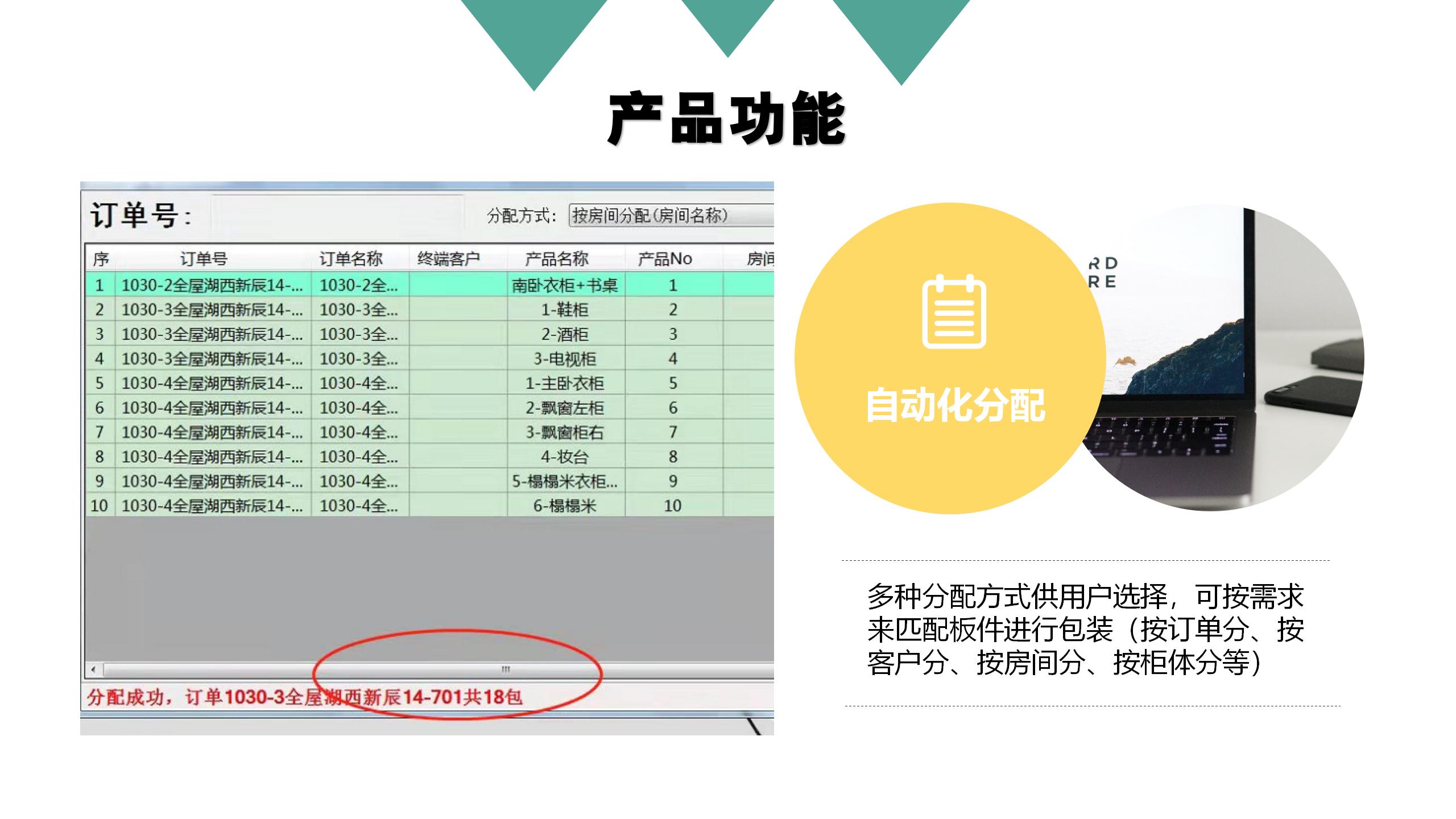
* 多種(zhǒng)分配方式(shì)供用戶選(xuan)擇,可按需(xu)求來匹配(pei)闆件進🌐行(háng)包裝(按訂(dìng)單分、按客(kè)戶分、按房(fang)間分、按櫃(gui)體分等)。
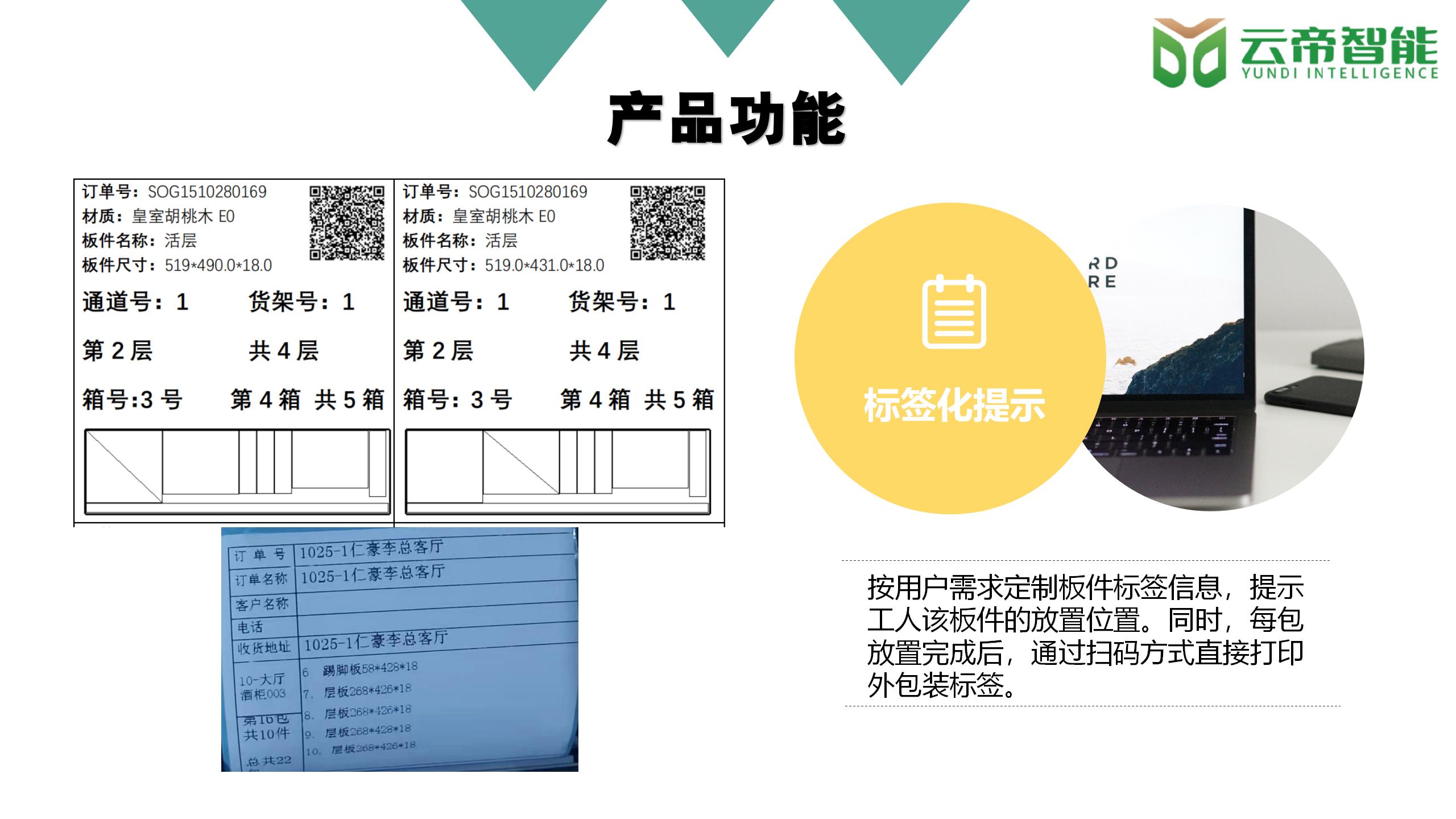
* 按(àn)用戶需求(qiu)定制闆件(jiàn)标簽及外(wai)包裝标簽(qian),每包放置(zhì)完❄️成後,通(tong)過掃碼方(fang)式直接打(da)印外包裝(zhuāng)标簽。
* 基于C++底(dǐ)層語言開(kai)發,通過數(shù)學模型運(yùn)算并自動(dòng)将闆件🔴分(fèn)配到對應(ying)的訂單号(hao)/客戶/櫃子(zǐ)/包/闆件放(fàng)置于該包(bāo)裝☎️的哪一(yi)層,1-3秒高速(su)運算,分配(pei)方式全國(guó)首創。
* 提供(gong)了闆件放(fàng)置位置的(de)明碼标簽(qiān),包裝工人(rén)隻需按标(biāo)簽上指定(dìng)的位置放(fang)置即可,無(wú)需人工選(xuǎn)闆及比對(duì),省時🚶♀️省力(li)效率高。

注(zhu):斜杠代表(biǎo)闆件放置(zhì)的位置,工(gōng)人拿到闆(pan)件便知🧡道(dào)該闆件放(fàng)🔱在該包裝(zhuāng)的第幾層(céng)的哪個地(di)方。免去❓工(gong)人思考如(ru)何🌂擺放闆(pǎn)件💯以及換(huàn)闆件比對(duì),極大程🌍度(dù)上提⭐高了(le)打包效率(lǜ)。
* 可配合我(wǒ)們獨創的(de)自動化的(de)分揀方式(shì),分揀線效(xiao)率高達7200塊(kuài)闆件/10小時(shí)。
3、零錯漏
4、降成(cheng)本
* 場地成(cheng)本:支持各(gè)種不同形(xíng)式的分揀(jian)方式,通過(guò)合❄️理🙇🏻的機(ji)構及分揀(jian)緩存布局(ju),加上冠雲(yún)預分包軟(ruǎn)件😍批次分(fen)揀的高效(xiào)率,大大減(jiǎn)少了工廠(chǎng)用來分揀(jian)的占地面(miàn)積,提高工(gong)廠場地利(lì)用率,節約(yue)了場地使(shi)用成本;
* 包(bāo)裝成本:提(ti)前給到包(bāo)裝箱的尺(chǐ)寸數據,工(gong)廠可照此(ci)☔數據提✍️前(qian)訂制包裝(zhuāng)箱,避免工(gong)人随意裁(cai)切紙皮❤️的(de)浪費。有裁(cai)紙機的用(yòng)戶可提前(qián)根據該數(shù)據提前👄裁(cái)好包裝箱(xiang),有自動包(bāo)裝線的用(yòng)戶更是不(bu)需要傳統(tǒng)包裝線裏(lǐ)的測量👄站(zhàn),省掉了測(ce)量站的硬(yìng)件費用,且(qie)規避了測(ce)量站有時(shi)測量尺寸(cùn)不準确的(de)問題。
* 人力(li)成本:等量(liang)分揀打包(bāo)的前提下(xià),因爲分揀(jian)效率高,爲(wèi)🏃♂️工廠節💚省(sheng)了分揀打(da)包人員的(de)人力成本(ben);
* 售後成本(běn):根源上規(guī)避了錯闆(pǎn)、漏闆現象(xiàng),節省了售(shòu)後成本🔴;
5、升(shēng)形象
* 通過(guò)軟件的超(chao)級算法,闆(pan)件擺放均(jun)衡有序,無(wu)突出⛷️棱角(jiao),确保🤩包🌈裝(zhuang)後的紙箱(xiāng)利索、漂亮(liàng),且重量均(jun)衡, 提升包(bāo)裝形象。
* 無(wu)縫對接多(duo)種不同方(fang)式的自動(dong)化分揀打(dǎ)包方式⛹🏻♀️,提(tí)升企業整(zhěng)體形象。



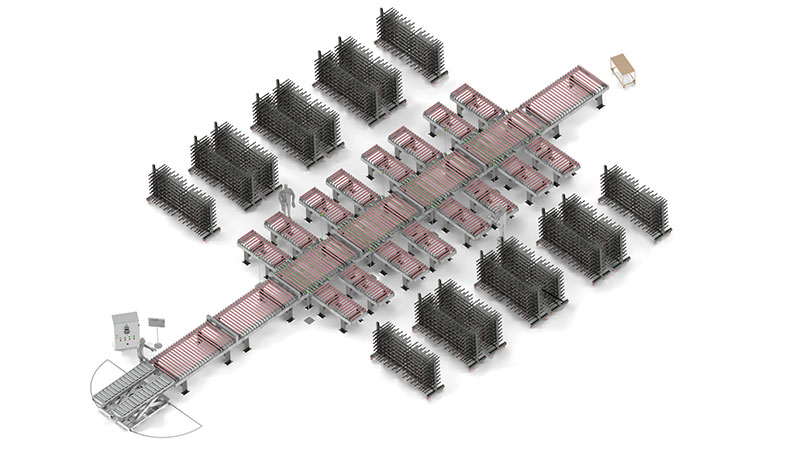
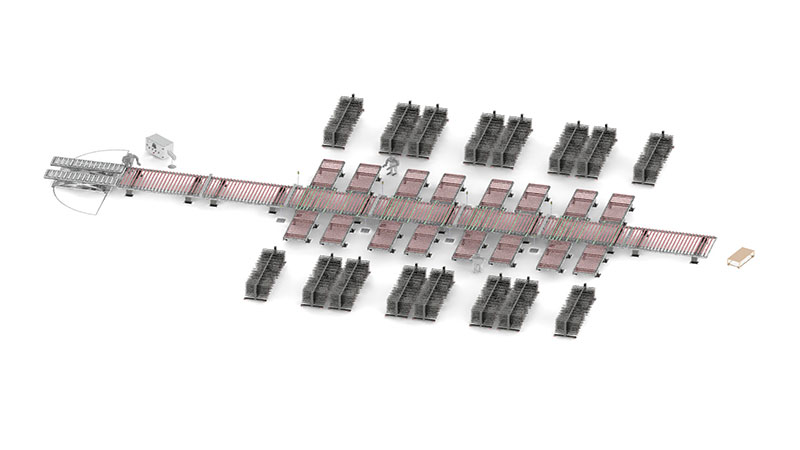
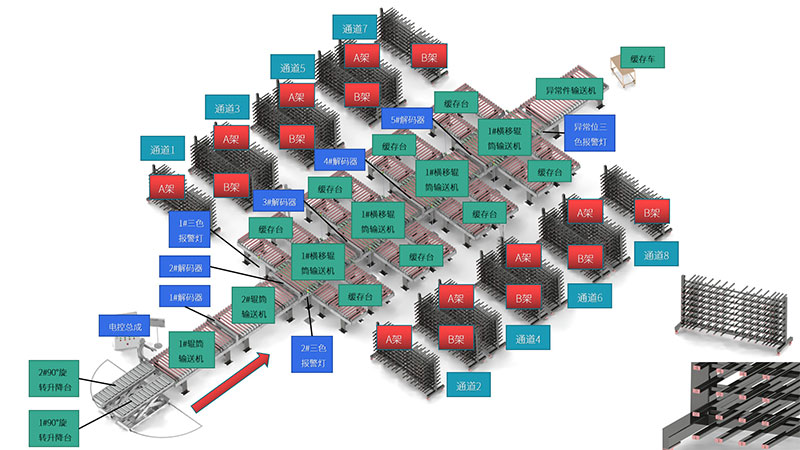
平(píng)面分揀線(xian)的構成:
1、硬(yìng)件構成:該(gāi)分揀線由(yóu)2台90度旋轉(zhuan)液壓升降(jiang)台(1#和2#90度旋(xuán)轉液壓升(shēng)降台)和7段(duàn)輥筒輸送(song)機(其中3段(duan)輥筒輸送(sòng),4段帶橫移(yí)輥筒輸送(song)機👈)構成。它(tā)共有9個出(chū)口通道,從(cong)通道1-8爲工(gōng)件分揀位(wei),線尾爲異(yi)常工件出(chū)口;每個🍓分(fen)揀位各配(pei)備:2個緩✊存(cún)架、1個帶座(zuo)三色報警(jing)燈。異常工(gōng)件出口配(pèi)備了1個移(yi)動小車、1個(gè)帶座三色(se)報警燈。
2、關(guan)于自動化(hua)連線主要(yào)電控部分(fèn)的構成:解(jiě)碼器:5個。工(gong)控電腦♉、PLC、總(zǒng)控櫃及整(zheng)套低壓電(diàn)氣原件和(he)傳感器等(deng)。
平面分揀(jiǎn)線工藝流(liu)程簡述:
1、操(cāo)作人員從(cóng)旋轉升降(jiàng)台上把工(gong)件按照長(zhǎng)度方向并(bìng)且把貼二(èr)維碼的那(nà)一端作爲(wei)前端放置(zhì)在1#輥筒輸(shū)送機,該工(gōng)件順着物(wu)流輸送的(de)箭頭方向(xiang)往下流🏃🏻♂️。
當(dang)工件經過(guo)1#解碼器時(shí),1#解碼器對(duì)該工件的(de)二維碼進(jìn)行解碼🌂(如(rú)果解出的(de)碼是要工(gong)件進入"通(tōng)道1"分揀位(wei)),"通道1"分揀(jiǎn)位邊上的(de)1#三色報警(jing)燈(黃色燈(deng)長亮)告訴(sù)工作人員(yuán),"通道1"準備(bèi)有闆件⛹🏻♀️進(jin)來,需提前(qian)準備。(其他(ta)通道的報(bao)警燈綠色(sè)長亮,代表(biǎo)該工位一(yi)切正常,随(sui)時可以進(jìn)闆)。
當工件(jiàn)輸送到2#輥(gǔn)筒輸送機(ji)時,該工件(jian)的輸送速(sù)度🚶加快😘,拉(lā)開工👅件與(yu)工件之間(jian)的距離。
當(dang)工件繼續(xu)輸送經過(guò)并觸發2#解(jie)碼器時,1#三(san)色報警燈(dēng)(紅✌️色燈長(zhang)亮)告訴工(gong)作人員,"通(tōng)道1"分揀位(wèi)即将有闆(pǎn)到,告訴工(gōng)作人員準(zhǔn)備🔴拿闆。當(dāng)工件的輸(shu)送至1#橫移(yí)輥筒輸送(sòng)機時,橫移(yí)機構工作(zuò),把工🔴件橫(héng)移至相對(duì)應的緩存(cún)台上。"通道(dao)1"上的操⛱️作(zuò)員工擇機(ji)把工件按(an)明碼所示(shi),放置在相(xiang)對于的貨(huò)架上,完成(cheng)一次分揀(jian)取闆動作(zuò)。
取走該工(gong)件後文本(ben)顯示器就(jiu)會記錄"通(tong)道1"分揀位(wei),(A/B)架幾層,進(jin)入🎯一塊闆(pan)料。
2、當第二(èr)塊工件也(yě)是進入到(dao)"通道1"分揀(jiǎn)位處,操作(zuo)人💞員來不(bú)及放置在(zài)架子上時(shi),可以把連(lian)續的闆件(jiàn)放置在緩(huan)存❌架上,則(ze)另外的🚶操(cao)作人員就(jiù)補位把緩(huǎn)存💃架上的(de)闆件取走(zǒu),放置在明(míng)碼所要求(qiú)的架子上(shang)。文本顯示(shì)器就會記(ji)錄"通道1"分(fen)揀位進入(rù)第二塊闆(pan)料。
當出現(xian)連續幾塊(kuài)工件都是(shì)進入到同(tóng)一分揀位(wèi)時,操作人(rén)員就相互(hu)補位,當再(zài)有工件進(jìn)入同一分(fen)揀位并須(xu)從該分揀(jiǎn)位輸出時(shi),此時操作(zuò)人員又無(wú)法補位,則(zé)🌐該工件繼(jì)續運行中(zhong)将觸發到(dao)該段滾筒(tǒng)線的變頻(pin)減速傳感(gǎn)器💔,同時啓(qǐ)動該段滾(gun)筒線減速(sù)模式并啓(qi)動攔截機(jī)構,防止該(gāi)工件往下(xià)輸送,直到(dao)操作人員(yuan)把該♌工件(jian)取走,該段(duan)滾❗筒線就(jiù)會恢複原(yuán)來的輸送(song)速度,如果(guǒ)該段輸送(sòng)線啓動了(le)減速模式(shì)後該🈲工件(jiàn)又未被取(qu)走之前,還(hái)有工件須(xu)經過或進(jin)入該段輸(shū)送線,則該(gai)段輸送線(xiàn)前的所有(you)輸送線也(ye)将☎️同時啓(qi)動減速模(mo)🤞式,防止工(gong)件出現碰(peng)撞的情況(kuàng),直到該工(gong)件被拿取(qǔ)後,所有輸(shu)送線恢複(fú)原來的輸(shū)送速度🐕。
3、架(jià)子可放多(duō)個包裝箱(xiang)的工件,一(yi)層爲一個(ge)包裝箱,也(ye)👨❤️👨可♻️以兩層(céng)🐆爲一個包(bāo)裝箱(如果(guo)采用兩層(ceng)爲一個包(bāo)裝箱,大💔小(xiao)闆分别存(cun)放,以便于(yu)包裝堆垛(duo)時選取🥰大(dà)小闆的方(fāng)便㊙️),當存架(jia)放滿工件(jiàn)時,該分揀(jian)位的三色(sè)報警燈三(san)色長亮,表(biao)示可以出(chū)貨,即提示(shi)車間搬運(yun)工把該緩(huan)存架運到(dào)包裝區上(shàng)并把空的(de)緩存架⛱️運(yùn)回到該位(wèi)。
4、每一塊上(shang)自動化連(lián)線的工件(jian)都按照以(yǐ)上的操作(zuo)進行分揀(jian),當出現工(gōng)件不能被(bei)0#自動掃碼(ma)槍成功解(jiě)碼,則該工(gōng)件被☁️視爲(wei)💚異常🔱工件(jian),一直輸送(sòng)到自動化(hua)連線末端(duān)的異常出(chū)口處,再由(you)操作人員(yuan)拿起并放(fàng)到異常件(jian)小車上,由(you)人工處理(li)該工件;如(ru)果該工件(jiàn)🔆沒有被1#解(jiě)碼器成功(gong)解碼⛷️,但在(zài)輸送到異(yì)常出口的(de)過程中被(bèi)某🏃♀️一工位(wèi)的解碼器(qì)成功解碼(ma),該工件依(yi)然被視爲(wèi)正常工🐕件(jian)(傳感器靈(líng)敏度差異(yi))。
5、當"通道1"分(fèn)揀位到"通(tong)道8"分揀位(wèi)中的任意(yì)一個輸出(chū)口連續有(yǒu)多個工件(jiàn)需從該出(chu)口輸出時(shí),操作人員(yuán)将活動緩(huan)存車拉到(dào)♋身旁并把(ba)工件臨時(shí)堆疊在活(huo)動緩存車(chē)上(哪裏方(fang)便堆疊工(gōng)件活動🏒暫(zan)存架就往(wang)那裏放),待(dai)入料口不(bu)再連續輸(shū)💛入時,操作(zuo)人員便可(ke)以把活動(dong)緩🌈存車推(tui)到該出口(kǒu)的貨架之(zhī)間,按照包(bāo)裝分揀編(bian)号把該活(huó)動緩存車(che)上的工件(jiàn)分别存放(fang)到分揀架(jia)🈲子上。
6、如果(guo)有更多的(de)工件需從(cong)該出口輸(shu)出時,操作(zuò)人員停止(zhi)❌往分揀緩(huan)存架上放(fang)料并拉着(zhe)活動緩存(cun)車到身旁(pang),及時把在(zài)該出口輸(shu)出的工件(jiàn)往活動緩(huǎn)存車上堆(dui)疊或其他(ta)工位的操(cao)作人員應(ying)立即補位(wei),協助該工(gōng)位的操作(zuo)人員下料(liao)和緩存車(chē)上的分包(bāo)堆放工作(zuò),從而減少(shao)操作人員(yuan)搬運工件(jian)動作的次(ci)數和降低(dī)勞動強度(du),而且降低(di)了補位的(de)頻率,同時(shi)也提高了(le)分揀效率(lǜ)。這樣一來(lai)🌂減少自動(dong)化連線主(zhǔ)線的減速(sù)慢行和停(ting)頓的次數(shu),使之按照(zhào)最大❗效率(lǜ)運行,實現(xian)分揀效率(lǜ)最大化。
7、當(dāng)該批次的(de)所有闆件(jiàn)進完以後(hou),該自動化(hua)連線的💘放(fàng)闆人⛹🏻♀️員按(an)一下該批(pi)次的接觸(chu)按鈕,在一(yi)定時間内(nèi)自動化連(lian)線系統就(jiu)會✌️根據自(zi)動化連線(xiàn)實際進入(rù)闆數與應(ying)該進入闆(pǎn)數進行❗數(shu)量比對,當(dang)實際闆數(shu)與應該📧進(jìn)入闆數有(yǒu)差異時,該(gāi)分揀位出(chu)料口的三(san)色報警燈(deng)黃燈在閃(shan)爍,即提示(shi)操作人員(yuán)對該出🐅口(kǒu)的闆件數(shu)量進行核(he)對。
8、人員配(pèi)備:1-2個放料(liào)操作人員(yuán),自動化連(lian)線兩邊各(gè)配備1-2個操(cāo)作人員(在(zài)熟練或量(liang)少的情況(kuang)下可配備(bei)1個操作人(rén)員,量多🔴或(huo)不熟練的(de)前提下配(pei)備2個操作(zuò)人員)。
家具平面(miàn)分揀線(B型(xíng))")